
Eco Smart Walk in Stability Chamber
A Walk-in Chamber is a Stability chamber that is large enough for a scientist to physically walk into and perform their tests. Walk-in chamber types are prevalent in more prominent pharmaceutical companies where large batches of drugs are to be tested at the same time. Other than that, a walk-in chamber works in the same way as a normal reach-in stability chamber by managing the parameters of temperature and relative humidity within the walk-in chamber to perform tests.

Walk in Stability Chamber
A Walk-in Chamber is a Stability chamber that is large enough for a scientist to physically walk into and perform their tests. Walk-in chamber types are prevalent in more prominent pharmaceutical companies where large batches of drugs are to be tested at the same time. Other than that, a walk in stability chamber works in the same way as a normal reach-in stability chamber by managing the parameters of temperature and relative humidity within the walk-in chamber to perform tests.As a trusted walk in stability chamber manufacturer, our commitment to precision and quality ensures that these chambers deliver reliable and accurate results, meeting the stringent standards of the pharmaceutical industry.
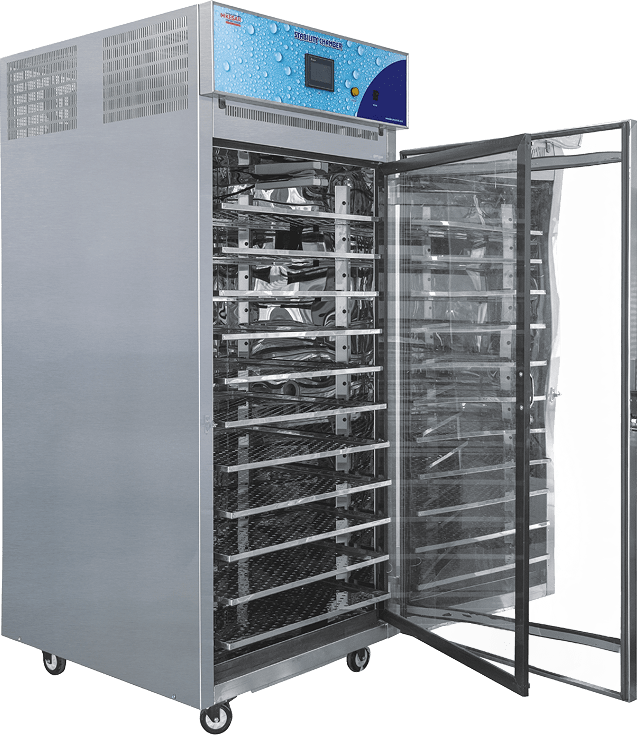
Stability/Humidity Chamber
A Stability Chamber is a device used to artificially replicate various environmental conditions by procedurally altering just two specific factors. Temperature and relative humidity. A stability chamber is thus used comprehensively in the testing of drugs & medicines in the pharmaceutical industry, to determine the basic shelf-life of the said drugs along with their resistance to environmental changes. The stability chamber can be classified into environmental chambers, temperature – humidity chambers, accelerated test chambers, and photo stability chambers, cold chambers, depending on the respective parameter of testing.

Photostability Chamber
A Photostability Chamber is a specialized environmental chamber used to test the effects of UV and visible light exposure on pharmaceutical formulations, food products, cosmetics, and packaging materials. By simulating natural and artificial light conditions, these chambers help manufacturers assess the stability, degradation, and shelf life of products exposed to prolonged illumination.

BOD Incubator
A BOD Incubator is an essential laboratory equipment designed for the incubation and preservation of biological samples under controlled environmental conditions. As a reliable BOD incubator manufacturer, we engineer these devices to provide precise temperature and humidity control, creating optimal conditions for the growth and observation of microorganisms in water and wastewater samples. Our BOD incubators are crafted with advanced technology, ensuring accurate and stable incubation environments for scientific research, environmental testing, and water quality analysis. Trust in our commitment to quality and innovation for your laboratory's BOD incubation needs.

Bacteriological Incubator
A Bacteriological Incubator is an essential piece of laboratory equipment designed to create a controlled environment for the growth and maintenance of bacterial cultures. These incubators precisely regulate temperature, and in advanced models, humidity and CO₂ levels, ensuring optimal conditions for microbial growth. Bacteriological incubators create a stable incubation environment, essential for pharmaceutical research, microbiology labs, biotechnology applications, and clinical diagnostics.

Cold Chamber
A Cold Chamber is a crucial apparatus designed for creating controlled low-temperature environments, essential for preserving and testing the integrity of various products. As a reputable cold chamber manufacturer, our cutting-edge designs ensure precise temperature control, making these chambers ideal for applications such as storing pharmaceuticals, conducting material testing, and simulating extreme climatic conditions. With our commitment to quality and innovation, our cold chambers offer reliability and efficiency in meeting diverse temperature-related requirements for industries ranging from healthcare to research and development. Trust our expertise for top-notch cold chamber solutions tailored to your specific needs.

Dual Chamber
Unlike conventional Stability Chambers, Kesar Control Systems' Dual Chambers feature two independent compartments, allowing simultaneous testing under different environmental conditions. This space-efficient design helps industries optimize resources, reduce operational expenses, and enhance testing efficiency. At Kesar, we engineered for accuracy and compliance, these chambers meet ICH Q1A guidelines, ensuring consistent, reliable, and regulatory-approved stability studies for Pharmaceuticals, Laboratories, Chemicals, Life Science, Government Institutes, and etc.

Deep Freezer
A Deep Freezer is a specialized refrigeration unit able to sustain extremely low temp eratures, typically ranging from -20° C to -80°C. These freezers are widely used in research laboratories, phar maceutical industries, hospitals, and food stor age facilities to ensure the integrity and longevity of temperature-sensitive mate rials. Kesar Control System's Deep Free zers are engineered for uniform cooling, optimal insulation, and advanced cont rol systems to provide the highest leve l of performance.
Ultra Low Freezer
An Ultra-low freezer (ULF) is a specialized refrigeration unit engineered to maintain ultra-low temperatures for preserving biological samples, vaccines, plasma, enzymes, and other sensitive materials. These freezers are widely used in pharmaceutical research, biotechnology, blood banks, and environmental studies, ensuring the integrity of stored substances over extended periods.

Hot Air Oven
A Hot Air Oven is a dry heat sterilization device that disinfects laboratory glassware, surgical instruments, and heat-resistant materials. Unlike autoclaves that rely on steam, they utilize convection heating to maintain uniform temperatures, ensuring effective and thorough sterilization. Widely used in microbiology, medical research, and material testing, efficiently eliminates microorganisms without moisture.

Vaccum Oven
A Vacuum Oven is a specialized drying and heating chamber that operates under low-pressure conditions to remove moisture, solvents, and volatile substances from heat-sensitive materials. Unlike conventional ovens, vacuum ovens prevent oxidation, reduce thermal decomposition, and enhance the drying efficiency of delicate samples.

Muffle Furnace
A Muffle Furnace is a specialized high-temperature heating device that delivers controlled, even heat distribution without direct flame exposure. Operating from 800°C to 1800°C, it is essential for applications such as ash content determination, ceramic firing, heat treatment, and laboratory sample testing.

Auto Clave
An Autoclave is a high-pressure steam sterilizer that uses moist heat to achieve effective decontamination of equipment, materials, and biological waste. It operates at high temperatures (121°C to 134°C) and pressure (15 to 30 psi) to ensure thorough sterilization.

Portable Dehumidifiers
A Portable Refrigerated Dehumidifier is a compact, high-performance humidity control system that reduces excess moisture from indoor environments. It operates using a cooling coil and condensation process to maintain ideal humidity levels, preventing mold growth, corrosion, and product degradation.

Multi Channel Scanner
A Multi-Channel Scanner is an advanced data acquisition device used to monitor temperature, humidity, pressure, and other critical environmental conditions across multiple points simultaneously. It enables real-time recording, automated data logging, and seamless integration with laboratory and industrial systems, ensuring regulatory compliance and process efficiency.

NABL Lab
Kesar Control Services were established in 2012 with a modest beginning in the field of instrumentation & control field.

Portable Calibration
A Portable Calibration Humidity Chamber is a compact, high-precision testing unit that provides a controlled humidity environment for calibrating hygrometers, sensors, and electronic instruments. It is widely used in laboratories and industries where precise humidity measurement and testing are required for regulatory compliance and product validation.